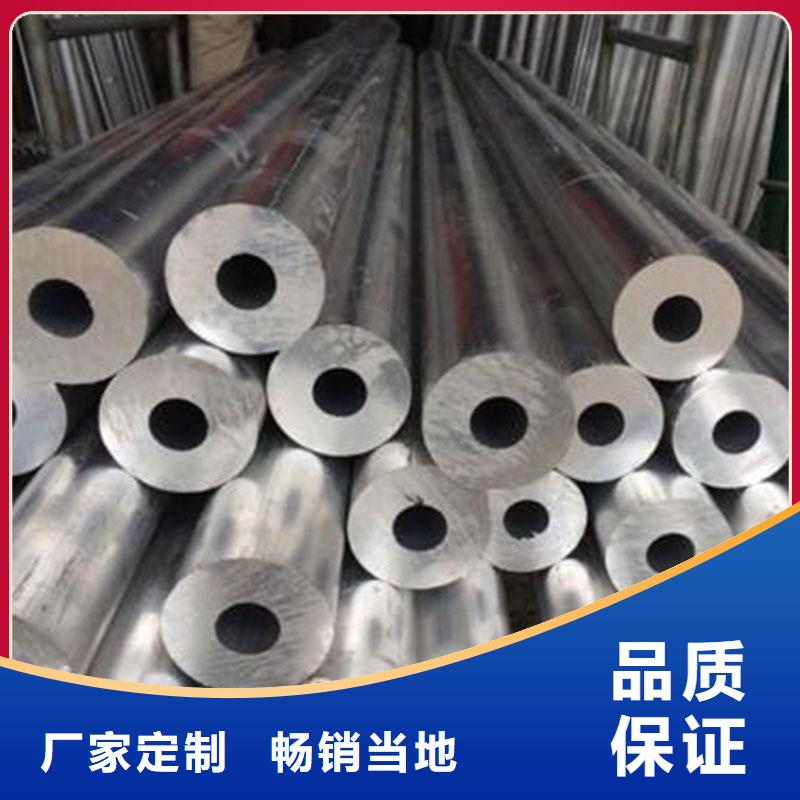
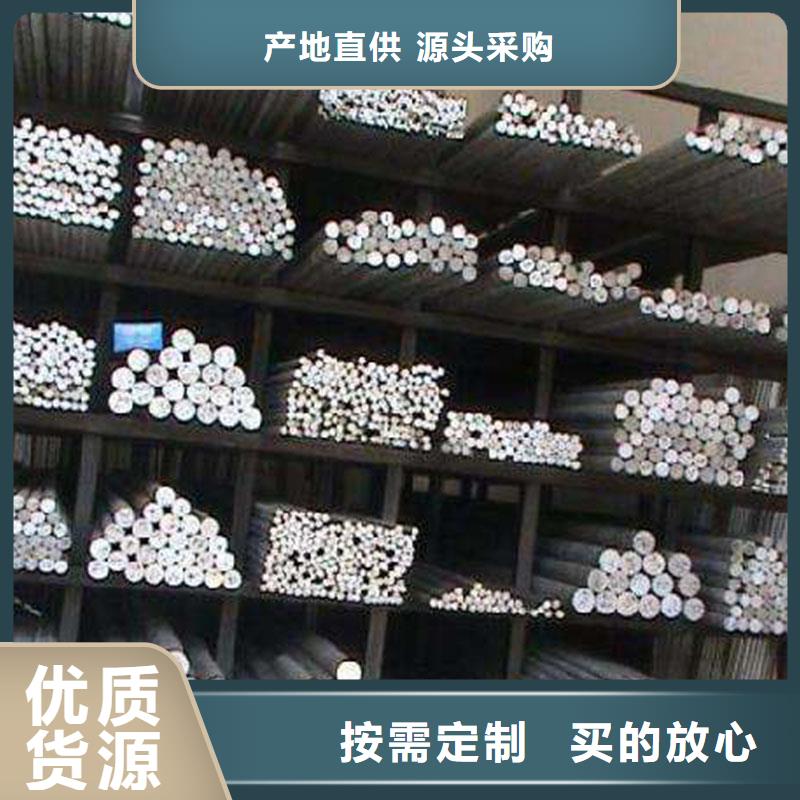
以下是:铝合金型材,石油裂化管工厂认证的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 品牌 | 恒永兴 |
|---|
| 规格 | 齐全 |
|---|
| 价格 | 电议 |
|---|
以下是:铝合金型材,石油裂化管工厂认证的图文视频
铝合金型材,石油裂化管工厂认证,恒金属材料销售
(承德市分公司)为您提供铝合金型材,石油裂化管工厂认证,联系人:李经理,电话:【022-86869388】、【18802286588】,请联系恒金属材料销售
(承德市分公司),发货地:北辰区双街镇京津路西(北方实业发展有限公司内)。 河北省,承德市 承德市地处河北省东北部,南邻京津,距省会石家庄435千米,距北京225千米,是连接京津冀辽蒙的重要节点,华北和东北两个地区的连接过渡地带,具有“一市连五省”的独特区位优势,是甲类开放城市,中国普通话标准音采集地、中国摄影之乡、中国剪纸之乡。承德的避暑山庄及其周围寺庙是中国十大风景名胜、旅游胜地四十佳、重点风景名胜区。1994年,被联合国教科文组织列入《世界文化遗产名录》。
想要一睹铝合金型材,石油裂化管工厂认证产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:铝合金型材,石油裂化管工厂认证的图文介绍
如今,公司拥有一批技术精湛的 无缝钢管资深技术人才和洞悉市场走向、服务热情周到的营销人才。同时将企业价值观与经营理念潜移默化的传递给每位员工,从而塑造出一支具有高度凝聚力和忠诚度的员工队伍,正是每一个员工所发挥出来的工作热情和创造力,为企业的发展提供了源源不断的动力,打下了更坚实的基础。
恒金属材料销售
(承德市分公司)全体员工将以优质的 无缝钢管产品和满意的服务迎接国内外广大客户的光临。

铝中杂质对性能的影响---1.合金元素影响:铜元素-铝铜合金富铝有些548时,铜在铝中的较大溶解度为5.65%,温度降到302时,铜的溶解度为0.45%。铜是重要的合金元素,有必定的固溶强化效果,此外时效分出的CuAl2有着显着的时效强化效果。铝合金中铜含量一般在2.5%~5%,铜含量在4%~6.8%时强化效果较好,所以大有些硬铝合金的含铜量处于这规模。铝铜合金中能够富含较少的硅、镁、锰、铬、锌、铁等元素。硅元素-Al—Si合金系富铝有些在共晶温度577时,硅在固溶体中的较大溶解度为1.65%。虽然溶解度随温度下降而削减,介这类合金一般是不能热处理强化的。铝硅合金具有极好的锻造功能和抗蚀性。若镁和硅一起参加铝中构成铝镁硅系合金,强化相为MgSi。镁和硅的质量比为1.73:1。规划Al-Mg-Si系合金成分时,基体上按此份额装备镁和硅的含量。有的Al-Mg-Si合金,为了进步强度,参加适当的铜,一起参加适当的铬以抵消铜对立蚀性的晦气影响。Al-Mg2Si合金系合金平衡相图富铝有些Mg2Si在铝中的较大溶解度为1.85%,且随温度的下降而减速小。变形铝合金中,硅独自参加铝中只限于焊接资料,硅参加铝中亦有必定的强化效果。镁元素-Al-Mg合金系平衡相图富铝有些虽然溶解度曲线标明,镁在铝中的溶解度随温度下降而大大地变小,但是在大有些工业用变形铝合金中,镁的含量均小于6%,而硅含量也低,这类合金是不能热处理强化的,但是可焊性杰出,抗蚀性也罢,并有中等强度。镁对铝的强化是显着的,每增加1%镁,抗拉强度大概升高瞻远34MPa。假如参加1%以下的锰,能够弥补强化效果。因而加锰后可下降镁含量,一起可下降热裂倾向,别的锰还能够使Mg5Al8化合物均匀沉淀,改进抗蚀性和焊接功能。锰元素-Al-Mn合金系平平衡相图有些在共晶温度658时,锰在固溶体中的较大溶解度为1.82%。合金强度随溶解度增加不断增加,锰含量为0.8%时,延伸率达较大值。Al-Mn合金对错时效硬化合金,即不可热处理强化。锰能阻挠铝合金的再结晶进程,进步再结晶温度,并能显着细化再结晶晶粒。再结晶晶粒的细化首要是经过MnAl6化合物弥散质点对再结晶晶粒长大起阻止效果。MnAl6的另一效果是能溶解杂质铁,构成(Fe、Mn)Al6,减小铁的有害影响。锰是铝合金的重要元素,能够独自参加构成Al-Mn二元合金,更多的是和其它合金元素一起参加,因而大多铝合金中均富含锰。锌元素-Al-Zn合金系平衡相图富铝有些275时锌在铝中的溶解度为31.6%,而在125时其溶解度则下降到5.6%。锌独自参加铝中,在变形条件下对铝合金强度的进步非常有限,一起存在应力腐蚀开裂、倾向,因而约束了它的运用。在铝中一起参加锌和镁,构成强化相Mg/Zn2,对合金发生显着的强化效果。Mg/Zn2含量从0.5%进步到12%时,可显着增加抗拉强度和屈从强度。镁的含量超越构成Mg/Zn2相所需超硬铝合金中,锌和镁的份额操控在2.7摆布时,应力腐蚀开裂抗力较大。如在Al-Zn-Mg基础上参加铜元素,构成Al-Zn-Mg-Cu系合金,基强化效果在所有铝合金中较大,也是航天、航空工业、电力工业上的重要的铝合金资料。2.量元素的影响:铁和硅--铁在Al-Cu-Mg-Ni-Fe系锻铝合金中,硅在Al-Mg-Si系锻铝中和在Al-Si系焊条及铝硅锻造合金中,均作为合金元素加的,在基它铝合金中,硅和铁是常见的杂质元素,对合金功能有显着的影响。它们首要以FeCl3和游离硅存在。在硅大于铁时,构成β-FeSiAl3(或Fe2Si2Al9)相,而铁大于硅时,构成α-Fe2SiAl8(或Fe3Si2Al12)。当铁和硅份额不当时,会引起铸件发生裂纹,铸铝中铁含量过高时会使铸件发生脆性。钛和硼-钛是铝合金中常用的增加元素,以Al-Ti或Al-Ti-B中心合金方式参加。钛与铝构成TiAl2相,成为结晶时的非自觉中心,起细化锻造安排和焊缝安排的效果。Al-Ti系合金发生包反应时,钛的临界含量约为0.15%,假如有硼存在则减速小到0.01%。铬-铬在Al-Mg-Si系、Al-Mg-Zn系、Al-Mg系合金中常见的增加元素。600℃时,铬在铝中溶解度为0.8%,室温时基本上不溶解。铬在铝中构成(CrFe)Al7和(CrMn)Al12等金属间化合物,阻止再结晶的形核和长大进程,对合金有必定的强化效果,还能改进合金耐性和下降应力腐蚀开裂敏感性。但会场增加淬火敏感性,使阳极氧化膜呈黄色。铬在铝合金中的增加量一般不超越0.35%,并随合金中过渡元素的增加而下降。锶-锶是外表活性元素,在结晶学上锶能改变金属间化合物相的行动。因而用锶元素进行蜕变处理能改进合金的塑性加工性和终究产品质量。因为锶的蜕变有效时刻长、效果和再现性好等长处,近年来在Al-Si铸造合金中替代了钠的运用。对揉捏用铝合金中参加0.015%~0.03%锶,使铸锭中β-AlFeSi相成为汉字形α-AlFeSi相,削减了铸锭均匀化时刻60%~70%,进步资料力学功能和塑性加工性;改进成品外表粗糙度。对于高硅(10%~13%)变形铝合金中参加0.02%~0.07%锶元素,可使初晶削减至较低极限,力学功能也显着进步,抗拉强度бb由233MPa进步到236MPa,屈从强度б0.2由204MPa提高到210MPa,延伸率б5由9%增至12%。在过共晶Al-Si合金中参加锶,能减小初晶硅粒子尺寸,改进塑性加工功能,可顺畅地热轧和冷轧。锆元素-锆也是铝合金的常用增加剂。一般在铝合金中参加量为0.1%~0.3%,锆和铝构成ZrAl3化合物,可阻止再结晶进程,细化再结晶晶粒。锆亦能细化锻造安排,但比钛的效果小。有锆存在时,会下降钛和硼细化晶粒的效果。在Al-Zn-Mg-Cu系合金中,因为锆对淬火敏感性的影响比铬和锰的小,因而宜用锆来替代铬和锰细化再结晶安排。杂质元素-稀土元素参加铝合金中,使铝合金熔铸时增加成分过冷,细化晶粒,削减二次晶距离,削减合金中的气体和搀杂,并使搀杂相趋于球化。还可下降熔体外表张力,增加流动性,有利于浇注成锭,对工艺功能有着显着的影响。各种稀土参加量约为0.1%at%为好。混合稀土(La-Ce-Pr-Nd等混合)的增加,使Al-0.65%Mg-0.61%Si合金时效G?P区构成的临界温度下降。含镁的铝合金,能激起稀土元素的蜕变效果。

鉴于常规增压阶段压射冲头通过料饼施加铸造压力而实现补缩作用,采取的措施是在铸件缩孔附近增加一个类似渣包结构来充当料饼,利用一副油缸抽芯机构充当冲头,在铸件凝固后期对易产生缩孔的区域进行二次增压补缩,以达到缩孔的目的。通常来讲,这样的二次加压机构叫做挤压销,它的加压原理是在金属液或合金液浇注后到完全凝固前施加适当的压力以加强铸件凝固补缩效果,达到提高铸件致密度、减小或缩孔的目的。加压凝固能够改变金属及其合金物理参数和结晶过程,改变疏松空洞的分布和尺寸,提高铸件的致密度,改善铸件的拉伸强度和硬度等性能。根据铸件补缩、增压规律,挤压销动作号采用铸造过程的增压号,并在此基础上延迟作为启动号,因此,挤压销主要控制挤压深度和挤压延迟时间两个参数。挤压深度依铸件结构和缩孔分布、大小而定,一般为10~20 mm;挤压延时主要参考增压时间设定,一般为2~5 s。实际工程中,挤压参数的确定是在经验值的基础上根据铸造情况再作优化。为了方便调整挤压参数,通常采用单独油缸控制挤压销动作。
针对曲轴箱铸件,后期的改善措施为在模具轴承孔附近对称布置两根挤压销(位置见图5),通过调整挤压深度和挤压延时两个主要参数,优化挤压销的二次加压的补缩效果,从而降低铸件缩孔率。在前述措施的基础上,模具追加两根挤压销后缩孔率明显下降,不良率由4%降低到0.2%。同时,在0.2%的缩孔不良品中,其缩孔大小明显减小。因此,挤压销方案对于控制壁厚加大的铸件缩孔率起到了较好的作用。但是,在本次改善过程中,铸件缩孔不良率也曾出现过波动现象,通过优化挤压参数挤压深度15 mm、挤压延迟时间2.5 s和规定挤压销使用寿命(次/8000模)等相关规范,使铸件不良率稳定在0.2%附近。可以看出,铸件缩孔出现在轴承孔附近,分布较广且分散,组 织较为疏松,由于汽缸体轴承孔需要通以压力润滑油,因此铸件在使用期间存在漏油风险;通过改善后,从X射线探伤照片上已看不出疏松的缩孔分布,铸件内部组 织显得更加致密。
铝压铸件缩孔探究,废品率从5%到0.2%的对策。结论:(1)缩孔是一种常见的铸件内部缺陷,易出现在壁厚较大、模温较高等区域。通常从模具设计(浇注系统、冷却系统)、工艺参数设置和铸造条件保证等几方面出发。针对涉及的壁厚较大铸件,传统的改善措施只能起到缓解作用,而不能彻底解决问题。(2)仿照冲头在增压阶段的补缩作用设计了两根挤压销,对缩孔区域起到了二次加压的补缩作用,效果较为明显。


工业铝型材表面经过氧化后,外观非常漂亮,且耐脏,一旦涂上油污非常容易清洗,组装成产品时,根据不同的承重采用不同规格的型材,并采用配套铝型材配件,不需要焊接,较环保,而且安装、拆卸,轻巧便于携带、搬移极为方便。相对于其他金属材质而言,铝型材的可塑性强,生产性好,对于生产制作有很好的优势;铝型材具有很好的延展性能,可以与很多金属元素制作轻型合金,材质优质;铝型材具有模组化和多功能化,可快速架构出理想机械设备外衣。表面处理性能良好,外观色泽艳丽,无需油漆,弹性系数小,碰撞摩擦不起火花,在汽车工艺中表现*佳,没有金属污染,没有毒性。工业铝型材用途广泛,例如:1、建筑用铝型材:建筑铝型材主要包括门窗铝型材和幕墙铝型材;2、散热器铝型材:主要应用于各类电力电子设备散热、LED照明灯具散热、及电脑数码产品的散热等。3、工业铝型材:一般工业铝型材是指主要用于工业生产制造用的,如自动化机械设备、封罩的骨架以及各公司根据自己的机械设备要求定制开模,比如流水线输送带、机、点胶机、检测设备、货架等等,电子机械行业和无尘室等。4、汽车零部件铝型材:主要用于汽车零部件、连接件等。5、家具铝型材:主要用于家具装饰框、桌椅支撑件等6、太阳能光伏型材:包括太阳能铝型材边框、太阳能光伏支架、太阳能光伏瓦扣件等。7、轨道车辆结构铝合金型材:主要用于轨道车辆车体制造。8、装裱铝型材:制作成铝合金画框,装裱各种展览、装饰画。9、医用设备铝型材:主要应用于:担架车框架、医疗器械、医疗床等。
铝合金压铸件可以被制造为压铸汽车配件、压铸汽车发动机管件、压铸空调配件、压铸汽油机气缸缸盖、压铸气门摇臂、压铸气门支座、铸电力配件、压铸电机端盖、压铸壳体、压铸泵壳体、压铸建筑配件、压铸装饰配件、压铸护栏配件、压铸轮等等零件。....铝合金压铸件可以被制造为压铸汽车配件、压铸汽车发动机管件、压铸空调配件、压铸汽油机气缸缸盖、压铸气门摇臂、压铸气门支座、铸电力配件、压铸电机端盖、压铸壳体、压铸泵壳体、压铸建筑配件、压铸装饰配件、压铸护栏配件、压铸轮等等零件。随着国内制造装备业发展水平的不断提高,压铸机的装备水平也显著提高,可以制造的零件种类也在不断得到扩大,压铸出来的零件的精度、零件的复杂程度也得到了较大的。铝合金压铸件擦伤问题是难以避免的。特征是顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹,严重时成为拉伤面。



铝合金型材,石油裂化管工厂认证,恒金属材料销售
(承德市分公司)为您提供铝合金型材,石油裂化管工厂认证的资讯,联系人:李经理,电话:【022-86869388】、【18802286588】,发货地:北辰区双街镇京津路西(北方实业发展有限公司内)。